Badge ishlab chiqarish jarayonlari odatda shtamplash, quyma, gidravlik bosim, korroziya va boshqalarga bo'linadi. Ular orasida shtamplash va quyish ko'proq tarqalgan. Rangni qayta ishlash va rang berish usullari sir (kloisonn), taqlid emal, pishirish bo'yog'i, elim, bosma va boshqalarni o'z ichiga oladi. Belgilar materiallari odatda sink qotishmasi, mis, zanglamaydigan po'lat, temir, sof kumush, sof oltin va boshqa qotishma materiallarga bo'linadi.
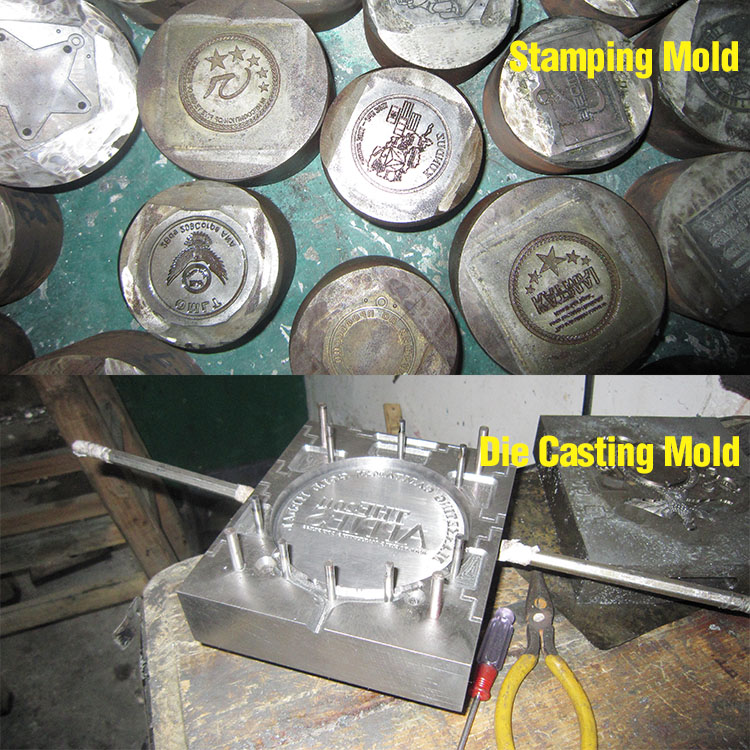
Shtamplash nishonlari: Umuman olganda, nishonlarni shtamplash uchun ishlatiladigan materiallar mis, temir, alyuminiy va boshqalardir, shuning uchun ular metall nishonlar deb ham ataladi. Eng keng tarqalganlari mis nishonlardir, chunki mis nisbatan yumshoq va bosilgan chiziqlar eng aniq, keyin esa temir nishonlar. Shunga mos ravishda misning narxi ham nisbatan qimmat.
Quyma nishonlar: quyma nishonlar odatda sink qotishma materiallaridan tayyorlanadi. Rux qotishma materiali past erish nuqtasiga ega bo'lganligi sababli, uni isitish va qolipga AOK qilish mumkin, bu esa murakkab va qiyin relyefli ichi bo'sh nishonlarni ishlab chiqaradi.
Sink qotishmasi va mis nishonlarini qanday ajratish mumkin
Rux qotishmasi: engil vaznli, qirrali va silliq qirralari
Mis: Kesilgan qirralarda zımba izlari bor va u bir xil hajmdagi sink qotishmasidan og'irroqdir.
Odatda, sink qotishma aksessuarlari perchinlanadi va mis aksessuarlari lehimlanadi va kumushlanadi.
Emaye nishoni: Emal nishoni, shuningdek, kloisonné nishoni sifatida ham tanilgan, eng yuqori darajadagi nishon hunarmandchiligidir. Materiallar asosan qizil mis, emal kukuni bilan bo'yalgan. Emal nishonlarini tayyorlashning o'ziga xos xususiyati shundaki, ular avval rangga bo'yalgan bo'lishi kerak, so'ngra sayqallanadi va tosh bilan elektrolizlanadi, shuning uchun ular silliq va tekis bo'ladi. Ranglarning barchasi quyuq va bitta va doimiy ravishda saqlanishi mumkin, ammo emal mo'rt bo'lib, tortishish ta'sirida taqillatib yoki tushirib bo'lmaydi. Emal nishonlari odatda harbiy medallar, medallar, medallar, davlat raqamlari, avtomobil logotiplari va boshqalarda uchraydi.
Taqlid emal nishonlari: ishlab chiqarish jarayoni asosan emal nishonlari bilan bir xil, bundan tashqari rang emal kukuni emas, balki rangli pasta pigmenti deb ham ataladigan qatron bo'yoqidir. Rangi emalga qaraganda yorqinroq va yorqinroq. Mahsulot yuzasi silliq bo'lib, asosiy material mis, temir, sink qotishmasi va boshqalar bo'lishi mumkin.
Emalni taqlid emaldan qanday ajratish mumkin: Haqiqiy emal keramik tuzilishga, kamroq rang tanlashga va qattiq sirtga ega. Sirtni igna bilan teshish iz qoldirmaydi, lekin uni sindirish oson. Taqlid emalining materiali yumshoq bo'lib, soxta emal qatlamiga kirish uchun igna ishlatilishi mumkin. Rangi yorqin, lekin uni uzoq vaqt saqlab bo'lmaydi. Uch yildan besh yilgacha yuqori harorat yoki ultrabinafsha nurlar ta'siridan keyin rang sariq rangga aylanadi.
Bo'yoq jarayoni nishoni: aniq konkav va konveks hissi, yorqin rang, aniq metall chiziqlar. Konkav qismi pishirish bo'yog'i bilan to'ldirilgan va metall chiziqlarning chiqadigan qismi elektrolizlangan bo'lishi kerak. Materiallar odatda mis, sink qotishmasi, temir va boshqalarni o'z ichiga oladi. Ular orasida temir va sink qotishmasi arzon, shuning uchun ko'proq keng tarqalgan bo'yoq nishonlari mavjud. Ishlab chiqarish jarayoni birinchi navbatda elektrokaplama, keyin rang berish va pishirishdan iborat bo'lib, bu emal ishlab chiqarish jarayoniga qarama-qarshidir.
Bo'yalgan nishon sirtni uzoq vaqt saqlab qolish uchun uni chizishdan himoya qiladi. Uning yuzasiga shaffof himoya qatroni qatlamini qo'yishingiz mumkin, bu biz ko'pincha "dip elim" deb ataydigan Polly. Qatronlar bilan qoplanganidan keyin nishon endi metallning konkav va konveks tuzilishiga ega emas. Biroq, Polly ham osongina tirnalgan va ultrabinafsha nurlar ta'siridan keyin Polly vaqt o'tishi bilan sarg'ayadi.
Nishonlarni chop etish: odatda ikkita usul: ekranli bosib chiqarish va ofset bosib chiqarish. U odatda elim nishoni deb ham ataladi, chunki nishonning yakuniy jarayoni nishon yuzasiga shaffof himoya qatroni (Poly) qatlamini qo'shishdir. Amaldagi materiallar asosan zanglamaydigan po'lat va bronza bo'lib, qalinligi odatda 0,8 mm. Sirt elektrolizlanmagan va tabiiy rang yoki cho'tka bilan qoplangan.
Ekranda chop etish nishonlari asosan oddiy grafika va kamroq ranglarga qaratilgan. Litografik bosib chiqarish murakkab naqshlar va ko'plab ranglarga, ayniqsa gradient ranglarga ega grafiklarga qaratilgan.
Xabar vaqti: 2023 yil 19 oktyabr




