Procesi proizvodnje znački općenito se dijele na štancanje, tlačno lijevanje, hidraulički tlak, koroziju itd. Među njima su štancanje i tlačno lijevanje češći. Tehnike obrade boja i bojenja uključuju emajl (cloisonné), imitaciju emajla, boju za pečenje, ljepilo, tisak itd. Materijali znački općenito se dijele na legure cinka, bakar, nehrđajući čelik, željezo, čisto srebro, čisto zlato i druge legirane materijale.
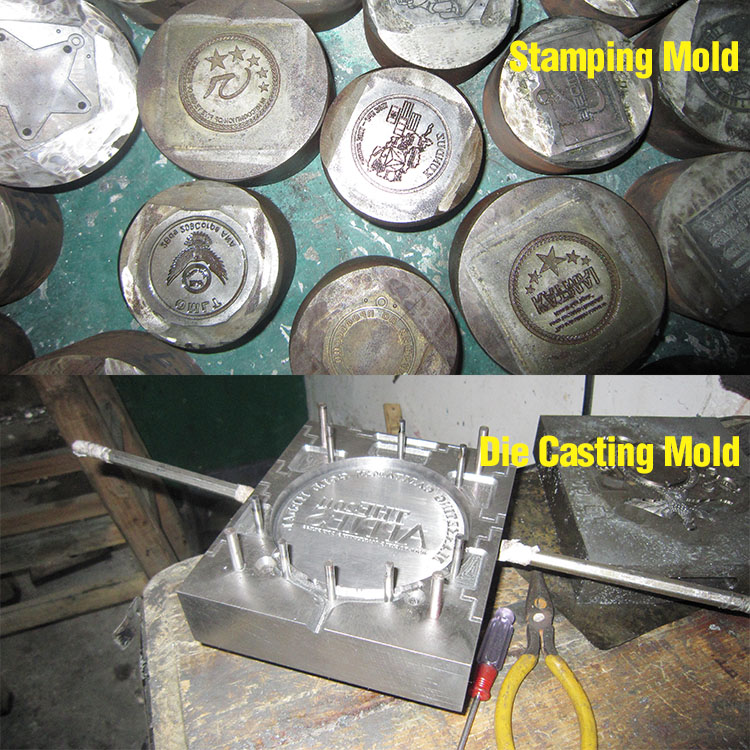
Značke za utiskivanje: Općenito, materijali koji se koriste za značke za utiskivanje su bakar, željezo, aluminij itd., pa se nazivaju i metalnim značkama. Najčešće su bakrene značke, jer je bakar relativno mekan, a prešane linije su najjasnije, a slijede ih željezne značke. Sukladno tome, cijena bakra je također relativno visoka.
Lijevane značke: Lijevane značke obično su izrađene od legura cinka. Budući da legura cinka ima nisku točku taljenja, može se zagrijati i ubrizgati u kalup kako bi se proizvele složene i teško reljefne šuplje značke.
Kako razlikovati značke od legure cinka i bakra
Cinkova legura: mala težina, zakošeni i glatki rubovi
Bakar: Na obrezanim rubovima postoje tragovi bušenja, a teži je od legure cinka u istom volumenu.
Općenito, pribor od legure cinka je zakovljen, a bakreni pribor je lemljen i posrebren.
Emajlirana značka: Emajlirana značka, poznata i kao cloisonné značka, najkvalitetniji je oblik izrade znački. Materijal je uglavnom crveni bakar, obojen emajliranim prahom. Karakteristika izrade emajliranih znački je da se prvo moraju obojiti, a zatim polirati i galvanizirati kamenom, tako da su glatke i ravne na dodir. Sve boje su tamne i jednobojne te se mogu trajno čuvati, ali emajl je krhak i ne može se udariti ili ispustiti pod utjecajem gravitacije. Emajlirane značke se obično nalaze na vojnim medaljama, medaljama, registarskim pločicama, logotipima automobila itd.
Imitacija emajliranih znački: Proizvodni proces je u osnovi isti kao i kod emajliranih znački, osim što boja nije emajl u prahu, već smolna boja, koja se naziva i pigment u boji. Boja je svjetlija i sjajnija od emajla. Površina proizvoda je glatka na dodir, a osnovni materijal može biti bakar, željezo, legura cinka itd.
Kako razlikovati caklinu od imitacije cakline: Prava caklina ima keramičku teksturu, manju selektivnost boja i tvrdu površinu. Bušenje površine iglom neće ostaviti tragove, ali se lako razbija. Materijal imitacije cakline je mekan i igla se može koristiti za probijanje sloja lažne cakline. Boja je svijetla, ali se ne može dugo čuvati. Nakon tri do pet godina, boja će postati žuta nakon izlaganja visokoj temperaturi ili ultraljubičastim zrakama.
Značke za proces bojanja: očiti konkavni i konveksni osjećaj, svijetla boja, jasne metalne linije. Konkavni dio je ispunjen bojom za pečenje, a izbočeni dio metalnih linija treba biti galvaniziran. Materijali općenito uključuju bakar, legure cinka, željezo itd. Među njima, željezo i legure cinka su jeftine, pa postoje češće značke za bojanje. Proizvodni proces je prvo galvanizacija, zatim bojanje i pečenje, što je suprotno procesu proizvodnje emajla.
Oslikana značka štiti površinu od ogrebotina kako bi je dugo sačuvala. Na njezinu površinu možete nanijeti sloj prozirne zaštitne smole, koja se naziva Polly, a koju često nazivamo "ljepilom za umakanje". Nakon premazivanja smolom, značka više nema konkavnu i konveksnu teksturu metala. Međutim, Polly se također lako izgrebe, a nakon izlaganja ultraljubičastim zrakama, Polly će s vremenom požutjeti.
Tisak znački: obično na dva načina: sitotisak i ofsetni tisak. Općenito se naziva i značka ljepilom jer je završni proces izrade značke dodavanje sloja prozirne zaštitne smole (poli) na površinu značke. Korišteni materijali su uglavnom nehrđajući čelik i bronca, a debljina je obično 0,8 mm. Površina nije galvanizirana i može biti prirodne boje ili brušena.
Sitotisak znački uglavnom je usmjeren na jednostavnu grafiku i manje boja. Litografski tisak usmjeren je na složene uzorke i mnogo boja, posebno grafiku s gradijentnim bojama.
Vrijeme objave: 19. listopada 2023.




